यो तुता धातुलाई कसरी कम दबाव मर्ने कास्टिंग प्रक्रिया र गुरुत्वाकर्षण कास्टिंग प्रक्रिया र गुरुत्वाक कास्टिंग प्रक्रियाको लागि मोल्डको गुफामा प्रस्तुत गरिएको छ।
भित्रकम दबाव मर्न कास्टिंग प्रक्रिया:

एल्युमिनियम पानी शट कोठामा राखिएको छ।
एक जलविद्युत संयन्त्र त्यसपछि बिस्तारै र सहज रूपमा गहुनाले उतारस्ववादमा धातुको दबाव।
जब ती गुफाहरू भरिन्छन्, अझै पनि सहमति नभएमा पर्याप्त दबाब दिइन्छ।
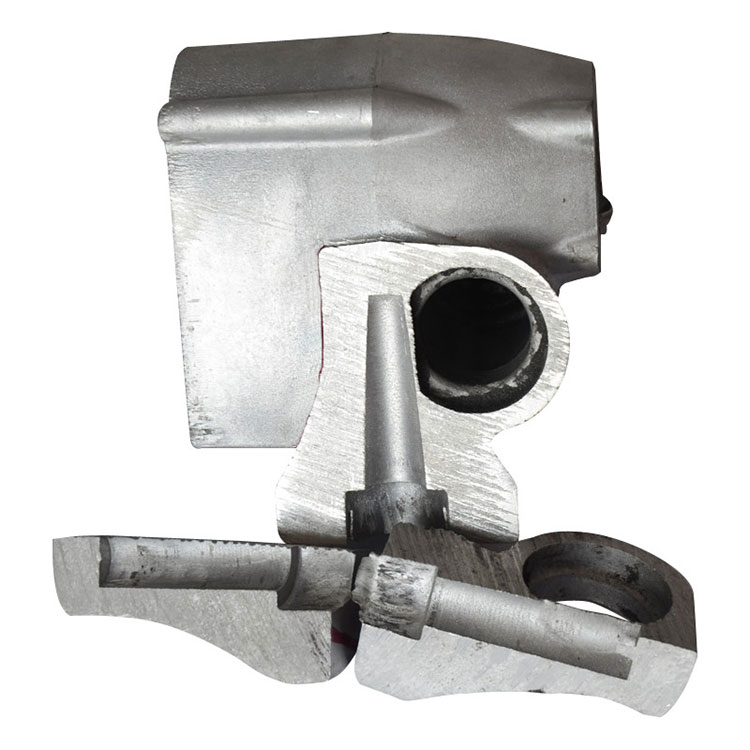
त्यस पछि घटकलाई मोल्डबाट निकालिन्छ। एक कम दबाव मर्न कास्टिंग भाग तल छ
भित्रगुरुत्वाकर्षणको कास्टिंग प्रक्रिया:

एल्युमिनियम पानीलाई डिग्री राख्दा भट्टीमा राखिएको छ
जब मोल्ड तयार हुन्छ, यो पेस्टको माथिल्लो प्वालबाट भट्टीबाट आएको भाँडोबाट खन्याइएको हुन्छ।
गुरुत्वाकर्षण प्राकृतिक रूपमा एल्युमिनियम पानी तल तान्छ, तिनीहरूलाई गुहा मा फैलाउन अनुमति दिन्छ।
ठोस भएपछि मोल्ड खोलिएको थियो र मोल्डबाट भाग हटाइएको थियो। अब गुरुत्वाकर्षण मार्न कास्टिंग भाग समाप्त हुन्छ।
त्यसोभए तपाईंको भागहरूको लागि, हामी गुरुत्वाकर्षणको कारण कम दबाव मर्नेको कास्टिंगलाई सिफारिस गर्दछौं।
Xuxing कास्टिंग00 3500 वर्ग मीटर मीटर सुविधाहरूको घर र 2 उत्पादन कम कास्टिंगका लागि उत्पादन लाइनहरू प्रत्येक महिनासम्म सबै प्रकारका कास्टिंग भागहरू आपूर्ति गर्न सक्दछन्। कोटेशन र उपकरणको डिजाइन डिजाइन मिटरिंग र समाप्त गर्नको लागि, हामी तपाईसँग हरेक चरणमा काम गर्न सक्दछौं। हामी उद्योगहरूको व्यापक दायरा-ठूला निगमहरूबाट साना र मिडरिजका लागि। हाम्रो उत्पादनहरू समावेश छन्: मोटरटाइभ र ट्रकिंग, इलेक्ट्रिक उपयोगिता, मिटरिंग प्रणाली, हाइड्रलिक उद्योग, बिजुली, ईन्धन, ईन्धन, ईन्धन, ईन्धन, ईन्धन, ईन्धन, ईन्धन, ईन्धन, दबाव।